利用生产计划系统有效分配设备
2008.05.12
本工厂有数百台的机器。同样的机器也有好几台、式样有若干差异的机器也混杂在一起。生产排程是由人来进行安排的、机器的分配也是固定的。固定地分配后的排产结果就是、不管是否有替代的空闲的机器也不停止操作是没有效率的。请告诉如何能更好地对机器进行日程安排的分配。
整理数据、活用生产排程
一般来说每个产品・每个工序所担任生产任务的机器和生产线有多个存在、根据不同的机器其生产速度是不一样的。
这个使用前面所提到过的优先有限能力排程 ( FCS : Finite Capacity Scheduling)软件、针对提问的状态排程看看。
为了生产排程要进行标准数据的注册 (图1)、
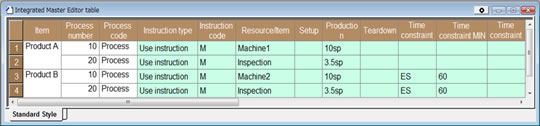 图1为了生产排程要进行标准的注册 (工序1设定为只能由机器1来进行加工)。产品A是通过工序1、工序2来进行生产的。工程1只能用机器1来进行加工、每1个处理时间为10秒 (能力値=10sp : Second per piece)。工序2为检查工序所以1个花费的处理时间为3.5秒。 图1为了生产排程要进行标准的注册 (工序1设定为只能由机器1来进行加工)。产品A是通过工序1、工序2来进行生产的。工程1只能用机器1来进行加工、每1个处理时间为10秒 (能力値=10sp : Second per piece)。工序2为检查工序所以1个花费的处理时间为3.5秒。 |
投入制造多个订单 (图2)
 图2 为了生产排程要进行订单的注册。所有的4个订单 ( L1 , L2 , L3 , L4 )进行注册。订单L1为产品A在11月10日前制造5000个。 图2 为了生产排程要进行订单的注册。所有的4个订单 ( L1 , L2 , L3 , L4 )进行注册。订单L1为产品A在11月10日前制造5000个。 |
进行生产排程的结果就是机器的使用出现了偏移(图3)。
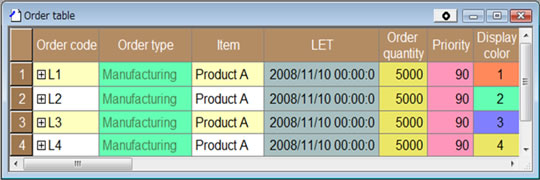 图3 生产排程结果 不使用代替资源的场合。因为工序1把所有工作都分配给了机器1、所以机器2可以用来加工产品A业不能分摊给机器2。因此、订单L4的完成时间就是11月7日的中午左右。 图3 生产排程结果 不使用代替资源的场合。因为工序1把所有工作都分配给了机器1、所以机器2可以用来加工产品A业不能分摊给机器2。因此、订单L4的完成时间就是11月7日的中午左右。 |
假设工序1的替代机器是机器2的话、并不能说生产排程的结果对机器2进行了有效的活用。
为了进行生产排程注册数据量少一点的话、即使由人考虑对工序1的几个操作 (图3所示的横条)马上就能明白移动到机器2的话比较好。但是、如果机器数量是数百台、操作数量为成千上万很多的话、另外能够担当的品种和机器的组合这样复杂的关系由人来进行生产排程软件数据的注册是很辛苦的工作。
这里、变更标准数据这样能自动地将工序1的操也分摊机器2 (图4)、
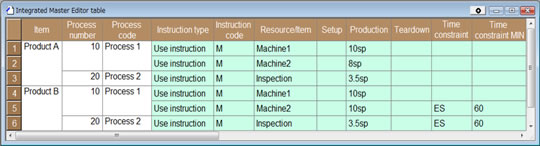 图4 代替资源的注册。产品A的工序1不只机器1能进行处理、机器2也可以进行处理。能力値为8sp。 图4 代替资源的注册。产品A的工序1不只机器1能进行处理、机器2也可以进行处理。能力値为8sp。 |
这样来进行生产排程。结果是、各机器的负荷平均化、完成时间也会提前(图5)。
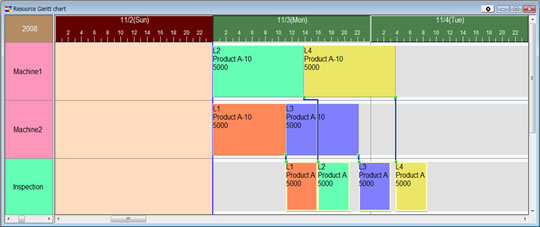 图5 生产排程结果 工序1的生产使用机器2(代替资源)进行自动排程。订单L1和L3是自动地移动到机器2。机器2的速度比较快的所以横条的长度就比较短。订单L4就变成11月6日的中午左右完成。这个就是如图3所示的结果一样提早了一天。这个日程安排就能在进行工序1时,指定参数使机器1和机器2的负荷平均化来制定计划。 图5 生产排程结果 工序1的生产使用机器2(代替资源)进行自动排程。订单L1和L3是自动地移动到机器2。机器2的速度比较快的所以横条的长度就比较短。订单L4就变成11月6日的中午左右完成。这个就是如图3所示的结果一样提早了一天。这个日程安排就能在进行工序1时,指定参数使机器1和机器2的负荷平均化来制定计划。 |
实际的工厂为了进行生产排程所注册的数据量是非常庞大的、为此进行数据的注册操作也是很复杂的。比如、贵工厂的产品为1000种的话、操作工程平均有10个工序的话、1000×10=10000行的数据必须要进行注册。
为了进行生产排程要对数据进行整理,虽然是比较辛苦的工作,但是整理出来的数据有非常大的价值。
操作时间和工序时间只是再生产排程担当者的脑海里面保存、其生产排程担当者如果长期住院或者退休的时候就有很大的风险了。贵公司进行数据的整理作为很重要的第一步、再推荐考虑引进有限能力排程(生产排程)。